Füllventil
Unser Gegendruck-Füllventil sorgt für ein schonendes Füllen und vermeidet dabei den Eintrag von Sauerstoff in das Produkt.
Handrinser
Mit dem Handrinser können die Dosen sensorgesteuert ausgeblasen oder ausgespritzt werden, um einen Partikeleintrag zu verhindern.
HDE Heizung
Die HDE Heizung dient der kontinuierlichen Versorgung mit mindestens 80°C Grad heißem Wasser. Somit ist das HDE Wasser keimfrei.
HDE
Die HDE (Hochdruckeinspritzung) sorgt dafür, dass ein kaum sichtbarer Wasserstrahl in das Produkt geschossen wird. Dadurch schäumt das Produkt auf und verdrängt den Sauerstoff im Kopfraum. Durch den geringen Sauerstoffeintrag bleibt das Produkt lange haltbar.
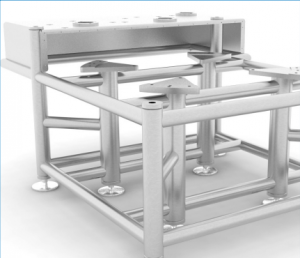
Rahmen
Durch das Leibinger Grundgestell haben wir möglichst viele horizontale Flächen abgeschafft, sodass überschüssiges Wasser oder Produkt jederzeit abfließen kann. Damit entsprechen wir dem Gedanken des Hygienic Design.
Verschließer
Der speziell entwickelte Verschließer sorgt für die ordnungsgemäße Umbördelung der Dosendeckel. Jede Maschine wird vor dem Verlassen des Werkes auf einen normgerechten Verschluss geprüft.
Panel
Unsere Siemens-basierte Steuerung ist ähnlich einem Smartphone intuitiv bedienbar. Über den HOME-Button kann die Maschine bedient werden.